英语
英语 中文简体
中文简体 阿拉伯语
阿拉伯语
















Eigenschaften:
1. diese Maschine ist eine vollautomatische Stand-alone oder kontinuierlichen Einsatz von Papier Kartonierung Ausrüstung, alle Aktionen sind mechanische Zahnräder, Nocken, Pendel, Übertragung abgeschlossen ist, mit schneller Geschwindigkeit, stabilen Betrieb und so weiter, sondern auch zu erreichen Multi-Spezifikation Anpassung der Nutzung.
2. nehmen Servo + SPS-Steuerung + Mensch-Maschine-Schnittstelle Betrieb auf verschiedene Parameter, bequemer und intuitiver Überwachung der Betriebsbedingungen, Fehlerüberwachung Pop-up-Fenster Display, schnell und einfach zu lösen verschiedene Fehler.
3. nach verschiedenen Produktgrößen mit der einfachsten Skala Kennzeichnung Design-Struktur, in den Ersatz von verschiedenen Spezifikationen, kann effektiv zu erreichen schnelle Anpassung hergestellt werden kann.
(4) in der Touch-Screen-Set die relevanten Daten hergestellt werden können, Geschwindigkeit einstellbar Bereich von 10 ~ 100 Pakete / min.
5. die Formung Spur dieser Maschine kann mit positiven und negativen Spur nach den Anforderungen der verschiedenen Produkte ersetzt werden, um maximal die Anforderungen der Kunden zu erfüllen.
(6) das Schild nimmt europäischen Standard-Aluminium-Profil und PC-Türplatte Design, und der obere Teil nimmt Aluminiumprofil und PC-Platte, um das Schild zu bilden, die eine sichere und schöne Rolle spielt.
MAIN TECHNICAL PARAMETERS
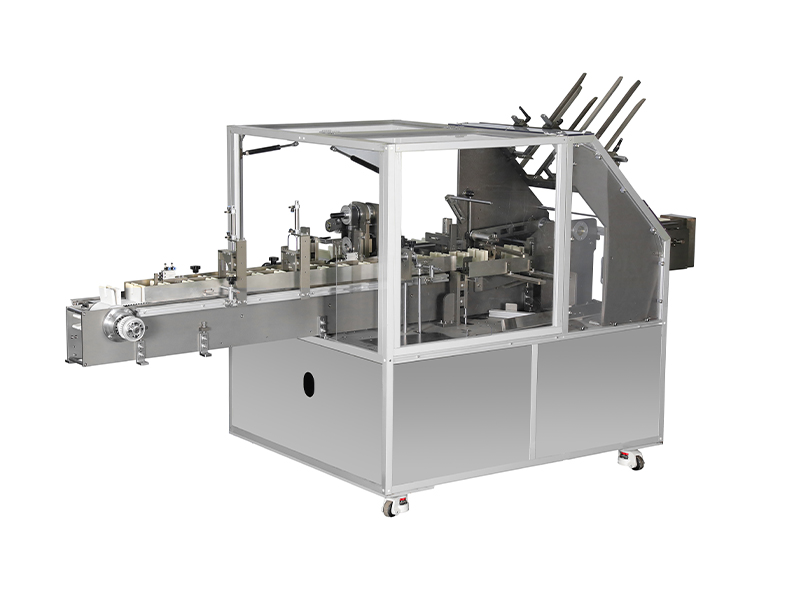
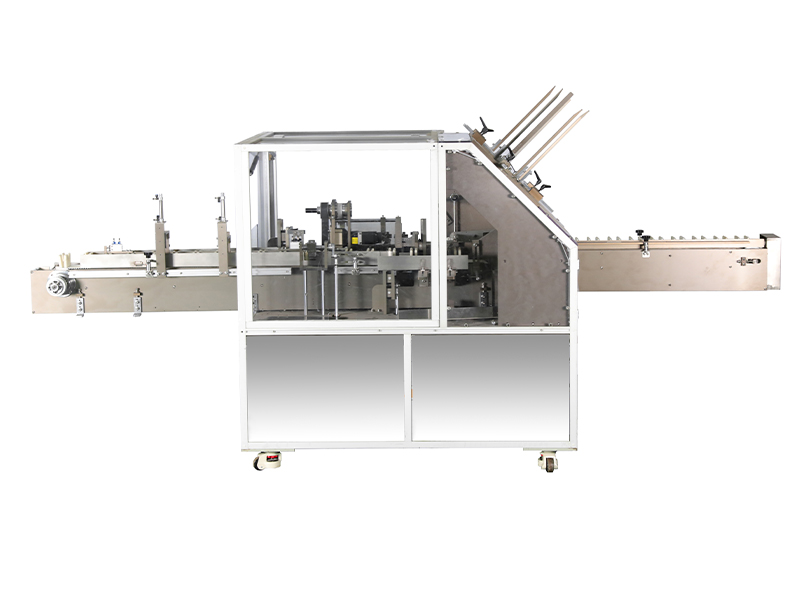
Model: JW-90 Cartoning Machine
Packing speed: (10 - 100) bag/ min
Carton specifications: L (60 - 200) * W (20 - 85) * H (20 - 70)mm
Carton Material: 200-300g (White Card Stock) or 250-350g ( Grey Board )
Input power: Three - phase Four - wire 380V/ 50Hz
Total power: 1.15 kw
Equipment weight: 900 kg
BOPP double-sided heat-sealing film(commonly known as smoke film)
Inner hole of film roll: 70 Outer diameter: 300mm
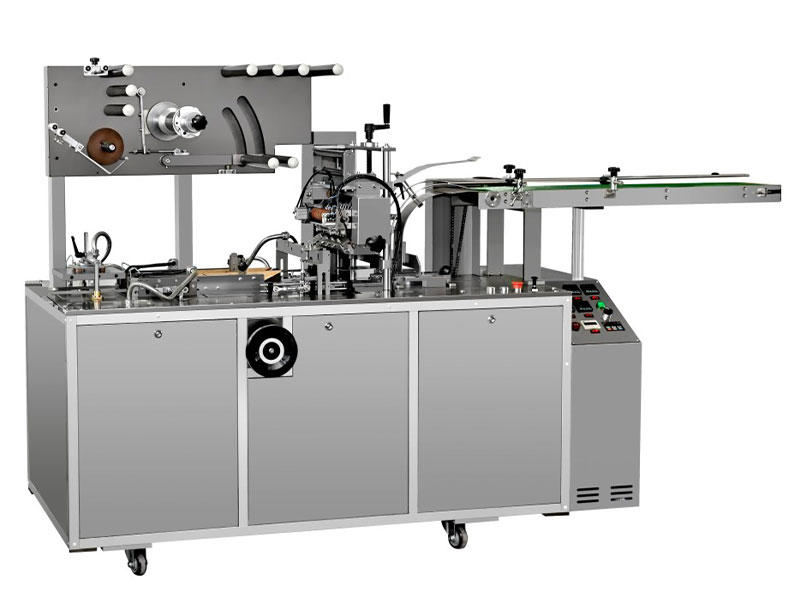
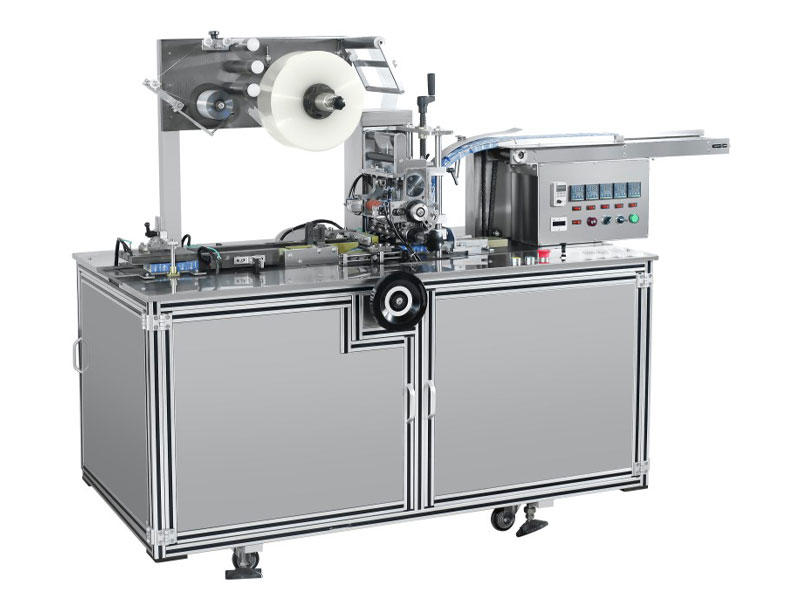
In the ever-evolving landscape of packaging machinery, Junwen proudly unveils the JW-90 Cartoning Machine—a technological marvel that promises to revolutionize the way products are packaged. This sophisticated solution is tailored to cater to diverse industries and operational needs, offering an array of features that embody efficiency, precision, and convenience.
Engineering Excellence:
At the core of the JW-90's design lies an intricate combination of mechanical gears, cams, rocker arms, and linkages that work in perfect harmony to orchestrate the packaging process. This ingenious configuration ensures rapid and stable operations, setting new benchmarks for efficiency. Whether operating as a standalone unit or integrated into an automated production line, the JW-90 delivers unrivaled performance.
Advanced Control and Monitoring:
Harnessing the power of servo control and PLC technology, the JW-90 places precision at your fingertips. The intuitive human-machine interface allows operators to seamlessly adjust various parameters, while real-time monitoring provides insights into the machine's operational status. The inclusion of fault alerts displayed through pop-up windows simplifies troubleshooting, ensuring downtime is minimized and efficiency maximized.
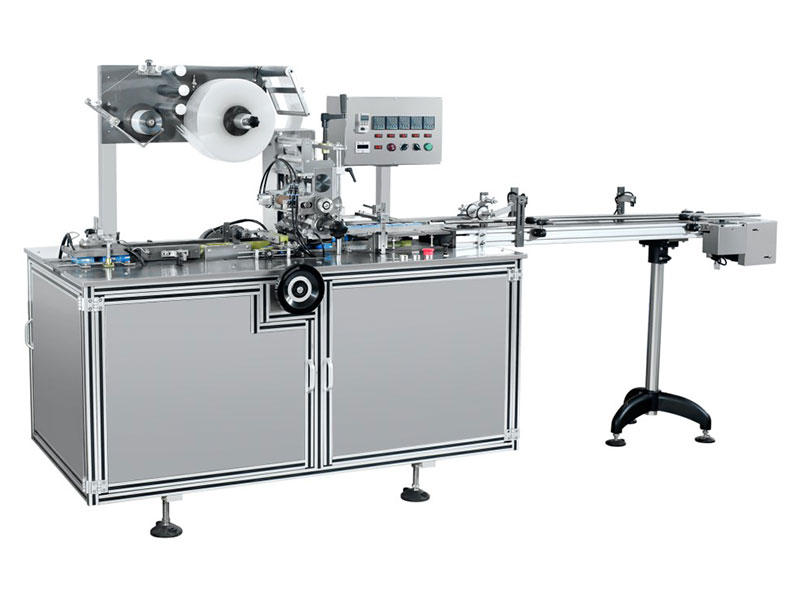
Streamlined Adjustments for Versatility:
Changing specifications to accommodate different product sizes has never been easier. The JW-90 employs a straightforward scale marking system, enabling swift adjustments when transitioning between production runs. This streamlined process ensures that your packaging setup remains adaptable to the evolving demands of the market.
Customizable Production Speed:
With a production speed range of 10 to 100 packages per minute, the JW-90 empowers manufacturers to fine-tune their operations to align with varying production requirements. This flexibility is a testament to the machine's ability to adapt to the changing pace of modern business.
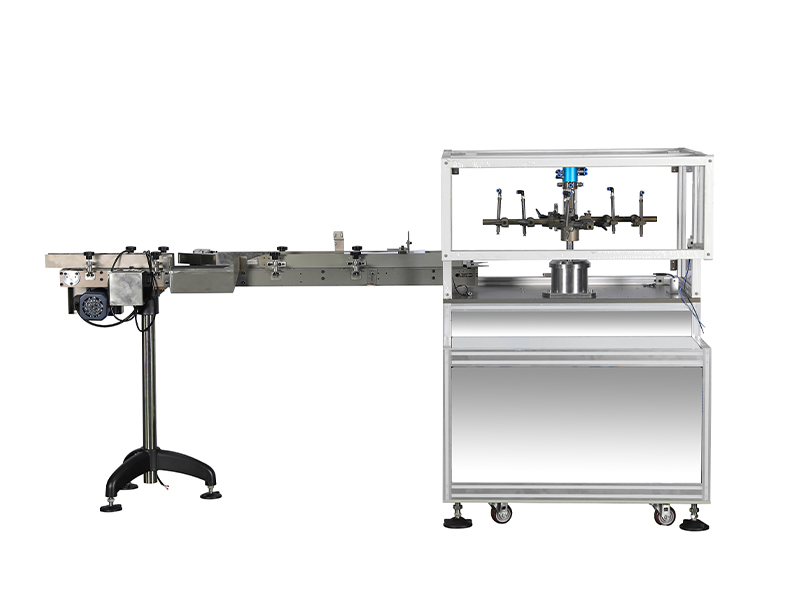
Dynamic Forming Track Adaptation:
The JW-90 stands out with its unique forming track adaptability. This dynamic feature allows for seamless transitions between forward and reverse tracks, catering to an array of product requirements. This versatility ensures that your packaging process is optimized for the specific needs of your products.
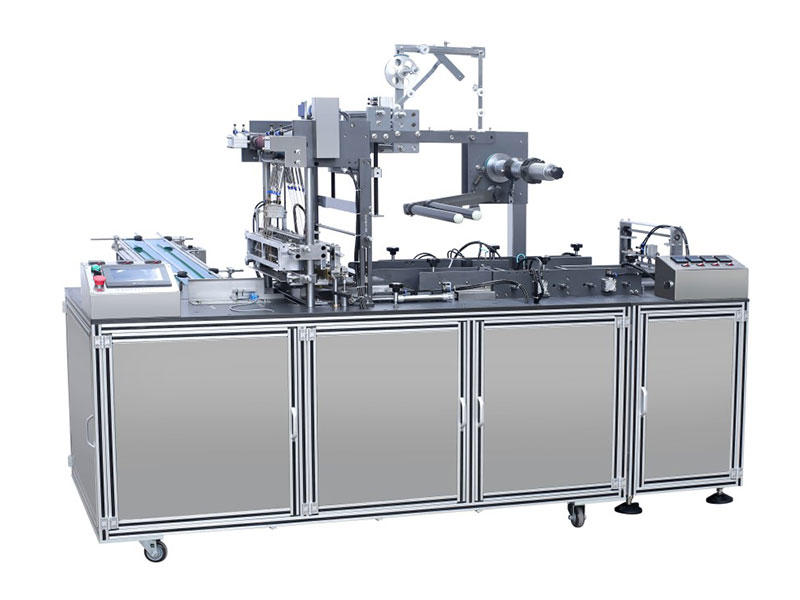
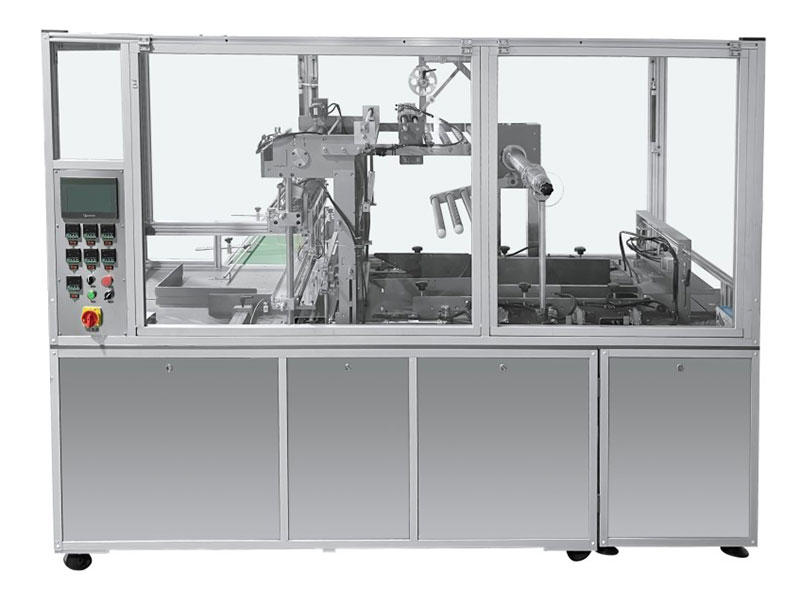
Safety and Aesthetics Unite:
Safety takes precedence in the JW-90's design, evident in its meticulously crafted protective cover. Combining European-standard aluminum profiles with PC door panels, this cover provides both comprehensive protection and visual elegance. The upper section, crafted from aluminum profiles and PC panels, ensures the safety and aesthetic integrity of the machine.
As a pioneer in the packaging industry, Junwen's commitment to innovation shines through with the JW-90 Cartoning Machine. This exceptional solution encapsulates our dedication to engineering excellence, operational efficiency, and user-centric design. The JW-90 promises to redefine packaging processes, elevate product presentation, and maximize operational safety. Embrace the future of packaging with Junwen's JW-90 and embark on a journey towards unprecedented packaging excellence.
 +86 159 5890 5083
+86 159 5890 5083 ywjwjx520@126.com
ywjwjx520@126.com